
This was taken from 1980/1990s Robertson's brooch marketing leaflets. The history disappeared in the late 1990s only to reappear on the Silver Millennium Golly 2000 certificate in April 2000.
James Robertson & Sons the preserve manufacturer founded in 1864, introduced the Golly as a trade mark at the turn of the century.It was in America, just before the First World War that John Robertson (son of James Robertson) first saw the Golly doll. Whilst on a visit to the backwoods of North America he noticed many young children playing with little black rag dolls with white eyes, made from their mothers discarded black skirts and white blouses.
John Robertson was so intrigued by the popularity of the "Golly" (the name being the children's interpretation of Dolly) that he thought it would make an ideal mascot and trademark for the Robertson's range of products. The idea of a Golly trade mark was accepted by the Company and the Golly was first shown on Robertson literature in 1910, on items such as labels and price lists. Its appeal became so great that the enamel Golly brooches were introduced. The first brooch to be produced was the Golly Golfer in 1928.
In 1939 the scheme was discontinued as the metal was needed for the war effort, but by 1946 the Golly was back again. The Golly pendant was with chains was introduced by popular demand in 1956 and soon after, the design of all Gollies changed from the old Golly with "pop eyes" to the present day Golly with eyes looking to the left. The words "Golden Shred" were removed from his waistcoat, his legs straightened and smile broadened.
Over 20 million Gollies have been sent out!
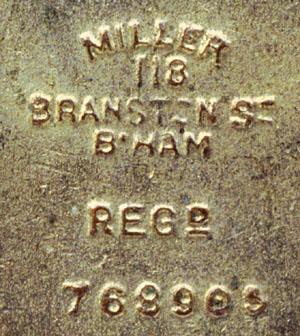
John Manley has written a very scholarly article on Miller Badges.
Established in 1832 they were based at Frederick Street in Birmingham. They manufactured some of the brooches from the white waistcoat era and 1970s. Fattorini and Sons were bought out in 1983 by Thomas Fattorini Limited (established 1827) who are based in Regent Street, Birmingham. They manufactured the Lifeboatman in 1985. It remains a family run business.
John Manley has written a very scholarly article on Fattorini & Sons.
R.E.V. Gomm was established in 1908 and specialises in the production of enamel badges. They produced many of the brooches during the white waistcoat era and 1970s. Just as they were then, they are based in Frederick Street, Birmingham. They are now part of the Shaw Munster Group which describes itself as a small, family controlled group. The initials R.E.V. in R.E.V. Gomm stand for Richard Edward Victor.
The Bizz Badge Company manufactured the last few sets of brooches, from the 1993/94 set onwards. The company has been producing enamel badges since 1973. Unlike many of the traditional Golly brooch manufacturers who were based in the jewellery quarter of Birmingham, the Bizz Badge Company is based in Buckinghamshire.
The very first Golly brooch was made of Bakelite.
In the early 1920s tin Gollies were made by stamping out figures, attaching hair and applying paint.
Enamelling was used on most of the pre-war, white waistcoat and 70s waistcoat Gollies. The process of enamelling is described extensively by the American Hatpin Society. The Society also descibes the technique called cloisonne as used on the 1998 Father Christmas and Rudolph brooch.
Permission to reproduce the article below was kindly granted by REV Gomm Ltd. It is hoped this brief explanation will give an insight into the skill and craftsmanship put into these little articles by a trade, which can trace its origins back to prehistory.Enamel articles for personal ornamentation pre-date the Christian era. The earliest known enamel work is from a Mycenean burial of the thirteenth century BC, and examples of vitreous emamel on copper have been found in Egyptian tombs. For many centuries 'Cloisonne' articles have been made in the Far East by fixing copper wire to a metal base to make animal or floral patterns and then by filling the resulting divisions with coloured enamel.
Enamelling seems to have arrived in Britain with the invasion of the Belgae around 100BC, who were known for their work in red enamel. Some two hundred years later the Roman influence made popular the use of blue and yellow.
In England, most early enamelled articles date from the late eighteenth and early nineteenth century and are usually in the form of miniature portraits and floral pictures, which required considerable skill on the part of the artist. The manufactue of such goods was located at Wednesbury in Staffordshire.
In the eighteen- forties the drop-stamping machine was developed in Birmingham, a machine which enabled dies with raised retaining lines to be struck. This technique, far easier and cheaper than the laborious 'Cloisonne' method resulted in the virtual demise of the Wednesbury hand painted trade.
Badges however were not produced in any quantity until the latter half the nineteenth century, when the rising influence of the middle classes resulted in the formation of numerous clubs and societies whose members wanted to identify themselves.
At the same time the advent of tourism and seaside holidays created a demand for souvernirs, and led to the manufacture of spoons and small articles bearing enamel crests of popular towns.
The First World War brought about a boost to the trade. Regimental badges and those showing flags of the Allies were made in vast numbers, but when the war finished the trade entered into a deep depression emerging only slowly during the 'thirties' as demand for publicity badges and a fashion for collecting gradually increased.
Since 1945, production of club badges and publicity items has continued, and at the same time there has been a steady growth in production for direct sale to the general public: items such as football emblems, car, motorcycle, locomotive and aeroplane badges are to be found on retail sale in many and varied places.
The manufacture usually begins with a coloured drawing of actual size badge. If the customer approves, the drawing goes to the Die-Sinker who cuts the required outline in reverse on a plastic sheet, now at five times actual size to facilitate the inclusion of as much detail as possible. This outline is then transferred via a reducing pantograph to the face of the actual soft-metal-die- a piece of cylindrical steel – and the appopriate areas are cut away.
The lines and letters that will appear on the badge are flush with the suface and the areas to contain the enamel are recessed. Once the die is cut it is heated in order to harden it.
The die is now ready to receive the metal for stamping, which is done either on a manually-assisted drop-stamp or on a hydraulic press, the latter being more suitable for larger quantities. The metal used is 'Gliding Metal': 90% copper and 10% Zinc. These proportions are critical, too much zinc and the badge will melt during firing, too much copper and the transparent enamel such as red, will look black because copper darkens when heated.
Now that the design and outline of the badge has been stamped on the metal, the badges can be cut to shape. This is achieved by using a punch, which has been cut to the required outline and a 'tool-bed' which has a whole cut to the same shape. The rough badge is placed over the hole on the 'tool-bed' and the punch is forced through using a hand press. The badges, now fully shaped, fall through into a basket below.
Fittings for pins or lapel fastenings are now soldered on to the stampings, which are then cleaned in acid ready for enamelling. Enamel is powdered form of glass, which is mixed with water to make a paste, and applied with a pen to the appropiate sections of the badge. The badge is then heated from beneath with a flame-gun until the enameller sees that the enamel has fused.
It is not usually possible to apply more than one colour to a badge simultaneously as one may run into another. Between firings, the badges are cleaned in acid to ensure the surface is free from scale and will take the enamel cleanly and brightly.
When all the colours have been applied, the badge has a lumpy appearance and no letters or lines are visible. The enameller must now grind each badge carefully to remove the surplus enamel and give a flat surface.
The final part of the actual enamelling is to fire the badge again in order to liquefy the enamel for a moment and thus remove any scratch marks left by the grinding.
After a pin has been attached to the back, each badge is now polished on a circular electric mop to remove grinding marks from the metal. Finally, the badges are electro-plated in either chromium or gilt, a process which leaves the coloured enamel untouched. The badges are now ready to be inspected and dispatched.
The term acrylic really relates to the brooches from 1980s onwards where acrylic paints replaced enamelling.
Examples can be found in the 1996 range of 5 and the larger 1993/94 brooches where they were given a smooth protective bubble coating. A few brooches from the eighties such as the 1930–80 Commemorative and the fruits also had this glossy finish.
The numbering sequence of British Registered Designs can be used to date when the early Golly brooch designs were registered. The early Miller designs carried the individual registration numbers - later they only carried the fact they had been approved.
This method of dating Golly designs is referred to by Colin Dodds in his Handbook.
| Time Line | Registration Number |
| 1927 | 726,330 |
| Jolly Golly Golfer | 729,136 |
| Jolly Golly Golfer | 729,156 |
| 1928 | 734,370 |
| 1931 | 760,583 |
| Pre war fruits – Lemon | 768,645 |
| Pre war fruits – Orange | 768,691 |
| Pre war fruits – Raspberry/Bramble | 768,826 |
| Pre war fruits – Strawberry | 768,905 |
| Pre war fruits – Blackcurrant | 768,931 |
| 1932 | 769,670 |
| 1935 | 799,097 |
| Pre War Footballers | 808,442 |
| Pre War Hockey | 808,465 |
| Pre War Tennis | 808,488 |
| Pre War Cricketers | 808,512 |
| 1936 | 808,794 |
In Aden in the 1960s the Argyll and Sutherland Highlanders wore a Robertson's golly brooch for each Arab they had killed. (Also the wearing of brooches by young women at one time was a sign of sexual availability!)
In 1984, before the Queen opened the Liverpool Garden Festival, Robertson's were asked by Merseyside County Council to remove the gollies from their jam garden. The Greater London Council also debated the use of Robertson's jam in schools whilst Golly remained 'on pack'. In 1985 Greenwich Council's Race Unit produced a report, 'I love my golly'. This included views for and against.
In the 1970s Golly underwent a name change. During the 1980s Golly disappeared from TV ads and took a less prominent appearance on jars. In the 1990s the lack of an official Robertson's web site was conspicious by its absence. All seemed to indicate Robertson's were feeling the pressure to at the very least keep their mascot low-profile.
In June 1999 the Daily Mail published an article hailing the end of Golly. At the time it was thought to be due to political correctness. However, Golly continued into the 21st Century and the frequency of Golly issues from Robertson's increased rather than decreased.
Finally, in August 2001, Robertson's announced that Golly was to be retired due to his lack of popularity amongst the younger generation. It seems likely that Golly's lack of popularity amongst younger generations was a direct result of Golly being kept low-profile. The newspapers widely reported the pressure and criticism that had been levelled at Robertson's in the years that they had defended their mascot.
Less than a month after Golly had been retired from Robertson's he was in the news again after a councillor was forced to resign having kept his toy Golly on a filing cabinet in offices at the Bristol City Council.
Reports suggest preserves such as Jam are losing popularity with today's children. They are more likely to request crisps, burgers and other fast foods for their snacks rather than the traditional Jam on bread and butter.
In 1985 I sent off 3 tokens and 50p to Robertson's and in return received the fireman. It was such good quality that I then pestered colleagues and relations to save tokens for me. Since Robertson's retired Golly, they can only be bought on the second hand market. Using these different sources I have managed to amass a collection of 300 Robertson's brooches.
In 1995, when I got access to the Internet, I looked for Golly brooches on the web but found none. I aimed to produce the site that I would have loved to have found. James Robertson & Sons have been extremely supportive.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}